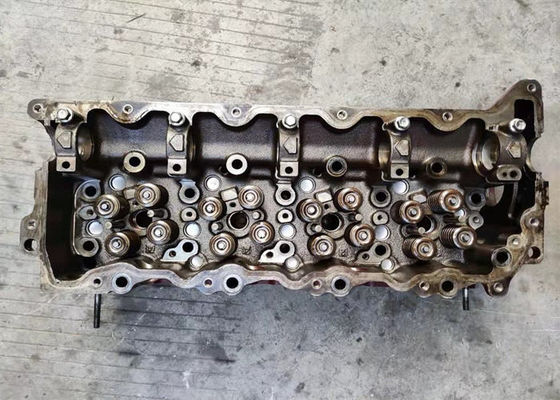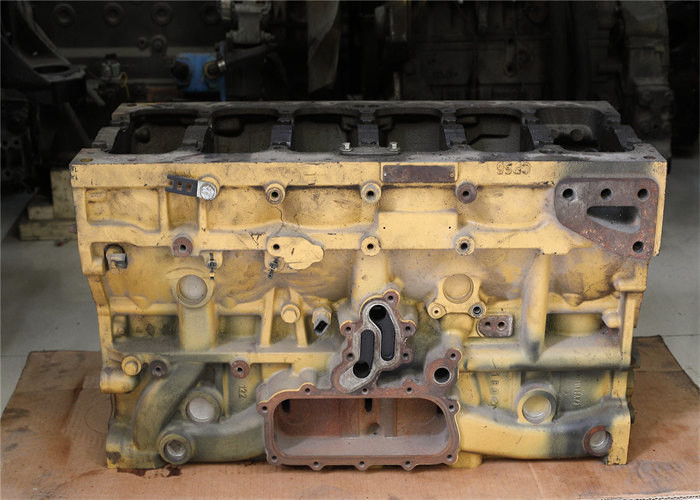
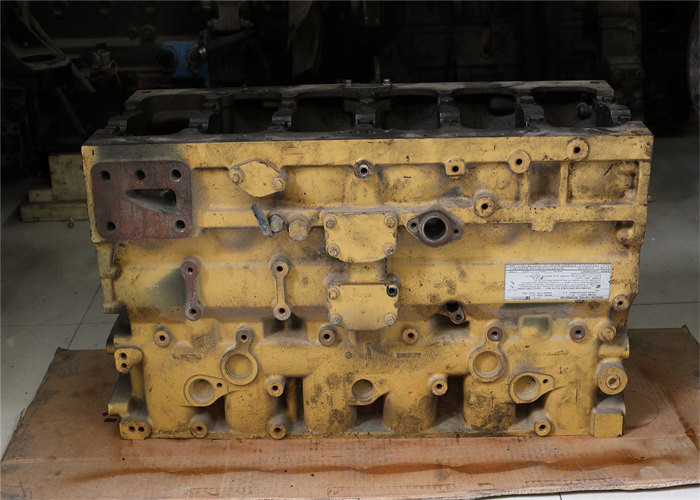

Blocchi motori utilizzati diesel C6.6 per il raffreddamento ad acqua dell'escavatore E320D E320D2
Specificazione
| Nome dell'automobile: Blocco cilindri del motore |
| Number di modello: C6.6 |
| Tipo del motore: Diesel |
| Applicazione: Escavatore |
| valvola: 24 valvole |
| Raffreddamento: Raffreddamento ad acqua |
| Iniezione: Elettrico |
| Forma del lavoro: Turbo |
Descrizione
Appuntare le tecniche
La tappa finale in una riparazione fredda della crepa è di battere sopra le cime dei perni o delle spine con un pezzo smussato dello strumento in un martello pneumatico. Il martellamento deforma le cime dei perni e degli aiuti per mescolarli nel metallo circostante. Il martellamento anche comprime i fili superiori per una guarnizione senza perdita. I perni possono poi essere frantumati a livello come necessario, seguito dal martellamento per fare una riparazione quasi invisibile.
Una volta che le riparazioni sono state completate su una testata di cilindro, la testa dovrebbe ancora essere pressione provata per assicurarsi là non è perdite. Se ci sono piccole perdite, possono essere riparate spesso dai perni supplementari di martellamento e/o d'installazione supplementari. Inoltre, non usi troppa pressione d'aria riprovare una testa come questo può eliminare il sigillatore del filo prima che completamente abbia curato.
Opzioni di saldatura
irontite_tapered_plugs_1If un una testa o il blocco incrinata non può essere riparato riempiendo le crepe di perni o le spine, saldanti è un'altra opzione. Per le teste del ghisa, questo comprende la saldatura della fornace, spruzza con fiamme la saldatura o la brasatura. Con le teste di alluminio, sarebbe saldatura di TIG.
La saldatura della fornace richiede in un saldatore esperto ed il preriscaldamento della testa in un forno a 1.000 - 1.400 gradi di F (colore rosso medio). La testa deve essere perfettamente pulita e le guide della valvola, i sedili e tutti i perni dovrebbero essere rimossi prima di saldatura. La crepa deve anche essere frantumata fuori tutto il modo al rivestimento di acqua accettare la barretta del riempitore (che dovrebbe essere la stessa lega della testa).
La saldatura è fatta con una torcia dell'acetilene e una fiamma neutrale. Dopo che la crepa è stata riempita, la testa deve essere avvolta in una coperta d'isolamento per impedirla il raffreddamento troppo rapidamente (in grado di provocare punti duri o l'incrinamento supplementare). Il tasso di raffreddamento non dovrebbe superare 200 gradi di F all'ora, in modo da dovrebbe richiedere 6 - 7 ore da raffreddarsi recede alla temperatura ambiente.
![]()
![]()
![]()