blocchi motori utilizzati diesel 6D24 per l'escavatore HD1430 - 3 SK480 -6 ME152652
Specificazione
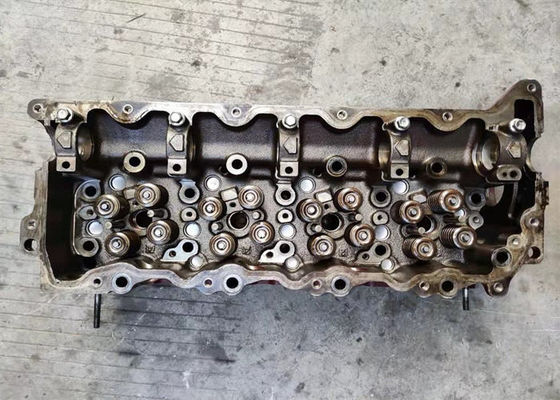
| Nome dell'automobile: Blocco cilindri del motore |
| Number di modello: 6D24 |
| Tipo del motore: Diesel |
| Applicazione: Escavatore |
| valvola: valvola 12 |
| Raffreddamento: Raffreddamento ad acqua |
| Iniezione: Diretto |
| Forma del lavoro: Turbo |
| Tipo: Motore diesel |
Descrizione
tecnica di riparazione
Le perdite piccole di porosità in alluminio possono essere tappate spesso facilmente con un singolo perno o una spina affusolata. Le crepe in una testa o in un blocco di alluminio, d'altra parte, sono molto più difficili da riparare appuntando perché l'alluminio è un metallo più molle di quanto ghisa così i perni e le spine non possono raggiungere come molto «il morso» come fanno in una colata del ferro. Appuntare può fornire una riparazione soddisfacente sulle piccole crepe nelle aree non sforzate ma solitamente non è raccomandato per le grandi crepe o le crepe vicino alle sedi valvole. La saldatura è solitamente la tecnica di riparazione preferita perché l'alluminio è relativamente facile da saldare confrontato a ghisa. Un saldatore di TIG con un approvvigionamento di gas dell'elio o dell'argon può riempire facilmente e rapidamente dentro la maggior parte delle crepe.
Un'altra tecnica di riparazione fredda che può essere usata sulle aree che sono fuori della camera di combustione o sulle superfici fondenti esteriori è di riempire le crepe di epossidico ad alta temperatura. Molti epossidici possono fornire una forte e riparazione duratura. di epossidici ripieni di metallo possono anche essere perforati e spillati per ristabilire i capi rotti del bullone. La chiave a usando gli epossidici è correttamente di assicurarsi che la superficie del metallo sia perfettamente pulita, asciutta ed esente da tutto il petrolio o liquido refrigerante. La superficie dovrebbe anche leggermente essere irruvidita frantumando o brillamento di sabbia così che l'epossidico può aderire alla superficie. La maggior parte dei epossidici metteranno ragionevolmente rapidamente (15 minuti o di meno) ma tipicamente richiederanno 24 ore completamente per curare.
Appuntare le tecniche
i tipi di diesel_repair_2Different di perni filettati o di spine affusolate possono essere usati per le riparazioni della crepa. Utilizzi i perni di alluminio sulle teste e sui blocchi di alluminio ed il ghisa o i perni d'acciaio sulle teste e sui blocchetti del ghisa.
I perni filettati diritti sono installati perforando, spillando ed avvitando in perni di sovrapposizione. I fori per i perni adiacenti sono perforati per sovrapporrsi leggermente, che aiuti chiudere ogni perno a chiave sul posto. I migliori risultati sono raggiunti spesso cominciando nel centro di una crepa e lavorando verso l'estremità della crepa rispetto al cominciare ad un'estremità della crepa ed al lavoro verso l'altra estremità. Cominciando negli aiuti concentrare ha sparso gli sforzi esternamente come lavorate verso ogni estremità della crepa.
![]()
![]()
![]()