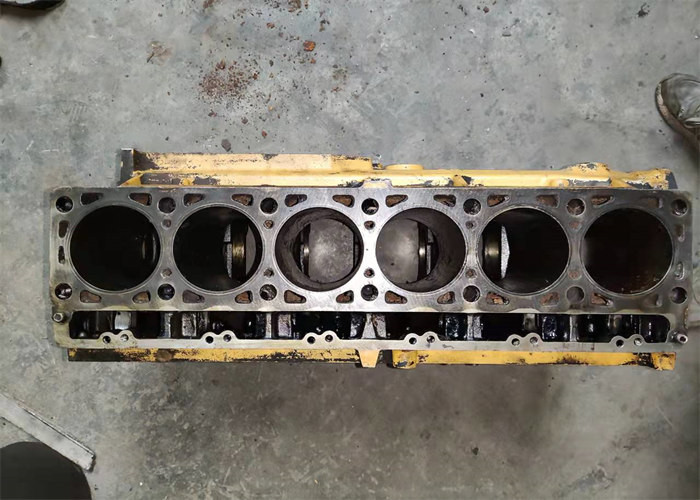
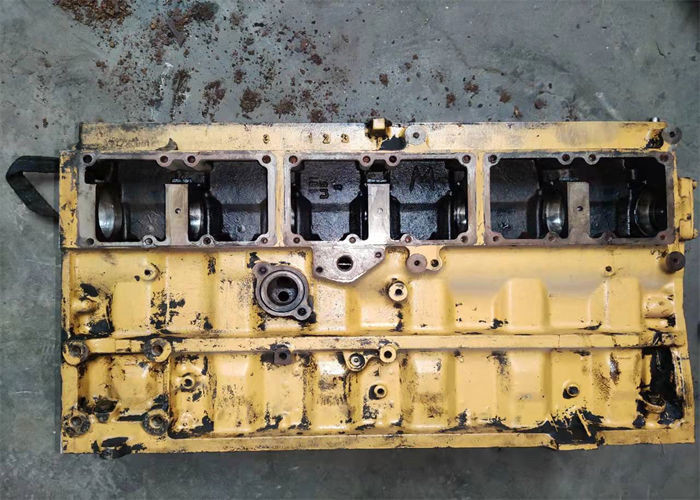

Blocchi motori utilizzati diesel C7 per i raffreddamenti ad acqua dell'escavatore E329D 221 - 4479
Specificazione
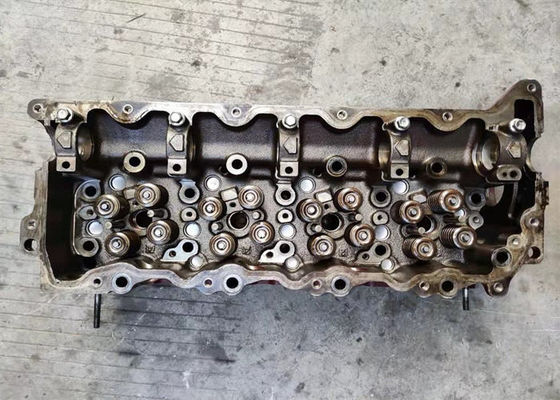
| Nome dell'automobile: Blocco cilindri del motore |
| Number di modello: C7 |
| Colpo del cilindro: 127 |
| Diametro del cilindro: 110 |
| Applicazione: Escavatore |
| valvola: valvola 18 |
| Raffreddamento: Raffreddamento ad acqua |
| Iniezione: Elettrico |
| Forma del lavoro: Turbo |
Descrizione
Circa la crepa
Il qualcos'altro da tenere presente circa le crepe è che sono spesso il risultato di troppo calore. Un tubo flessibile colante della guarnizione capa, della pompa idraulica, del radiatore o del liquido refrigerante può permettere una perdita di liquido refrigerante che finalmente ha indotto il motore ad eseguire caldo ed il surriscaldamento. Una restrizione dello scarico causata da una marmitta catalitica parzialmente tappata (o dal filtro polverizzato su un motore diesel) può anche sostenere il calore in un motore. Così è importante identificare ed eliminare qualche cosa che potrebbe indurre il motore a surriscaldare prima che sia rimesso in servizio – altrimenti le vostre riparazioni della crepa possono essere di breve durata.
Riparazioni calde o fredde
le riparazioni di diesel_repair_1Crack possono essere rese fredde (appuntando) o calde (saldando e brasando). Il metodo ha usato dipenderà dalla dimensione della crepa e del tipo di fondere (ghisa o alluminio). Il vantaggio principale di fabbricazione delle riparazioni fredde della crepa è che non richiede il calore. Nessun calore non significa tempi supplementari stati necessari per preriscaldare ed inviare fresco la colata e non presenta il pericolo della deformazione o di distorzione della colata. Il riscaldamento una testata o del blocchetto di cilindro lo induce a espandersi, che a sua volta crea lo stress termico nel metallo che può condurre all'incrinamento successivo quando il metallo si raffredda – particolarmente se si raffredda troppo rapidamente.
Con appuntare, c'è inoltre meno preoccupazione circa assicurarsi il metallo intorno alla crepa è perfettamente pulito. Qualunque tipo di saldatura richiede una superficie perfettamente pulita che deve essere esente dai contaminanti quali grasso, petrolio o la sporcizia. Ciò significa che la colata deve essere prepulita prima che possa essere saldata. Inoltre, la saldatura richiede la molatura fuori della crepa con una smerigliatrice del dado in modo dal nuovo metallo può riempire il vuoto ed il fusibile al metallo su entrambi i lati della crepa.
Con le teste ed i blocchetti del ghisa, 80 per cento delle crepe possono essere riparati solitamente con ferro o i perni d'acciaio o le spine affusolate mentre 20 per cento delle crepe richiederanno la saldatura della fornace, spruzzano con fiamme la saldatura o la brasatura. Con le teste ed i blocchi di alluminio, è appena l'opposto. Circa 80 per cento delle crepe sono riparati dal gas inerte di tungsteno (TIG) che salda mentre 20 per cento delle crepe sono riparati con i perni o le spine di alluminio.
![]()
![]()
![]()